Wie man verhindert, dass sich Schleifmittel in Löchern, Schlitzen und Gewinden festsetzen
Apr 29 , 2026
Wie man verhindert, dass sich Schleifmittel in Löchern, Schlitzen und Gewinden festsetzen
Das Festsetzen von Schleifkörpern ist eines der häufigsten Probleme beim Gleitschleifen. Wenn sich Keramik-, Kunststoff- oder Stahlschleifkörper in Bohrungen, Schlitzen, Nuten, Gewinden oder Sacklöchern festsetzen, verlangsamt dies die Produktion, erhöht den manuellen Reinigungsaufwand und kann sogar die fertigen Teile beschädigen.
Die gute Nachricht: Die meisten Probleme mit Materialablagerungen lassen sich bereits vor Produktionsbeginn vermeiden. Entscheidend ist die Abstimmung der Teilegeometrie auf die richtige Maschinenbewegung, Medienform, Mediengröße, Materialzusammensetzung, Trennmethode und Prozesszeit. Dieser Leitfaden erklärt, wie Sie die Ursache diagnostizieren und einen zuverlässigeren Bearbeitungsprozess entwickeln.
Kurze Antwort:
Falls sich Schleifmittel in Ihren Teilen festsetzen, prüfen Sie zunächst, ob die Größe des Schleifmittels dem Durchmesser von Bohrung, Schlitz oder Gewinde entspricht. Überprüfen Sie anschließend die Form des Schleifmittels, den Maschinentyp, den Wasserdurchfluss, die Schmierstoffmischung und die Entleerungsmethode. Bei komplexen Teilen ist die Stichprobenprüfung in der Regel die sicherste Methode, den Prozess vor der Serienproduktion zu bestätigen.
Warum Medien in Teilen stecken bleiben
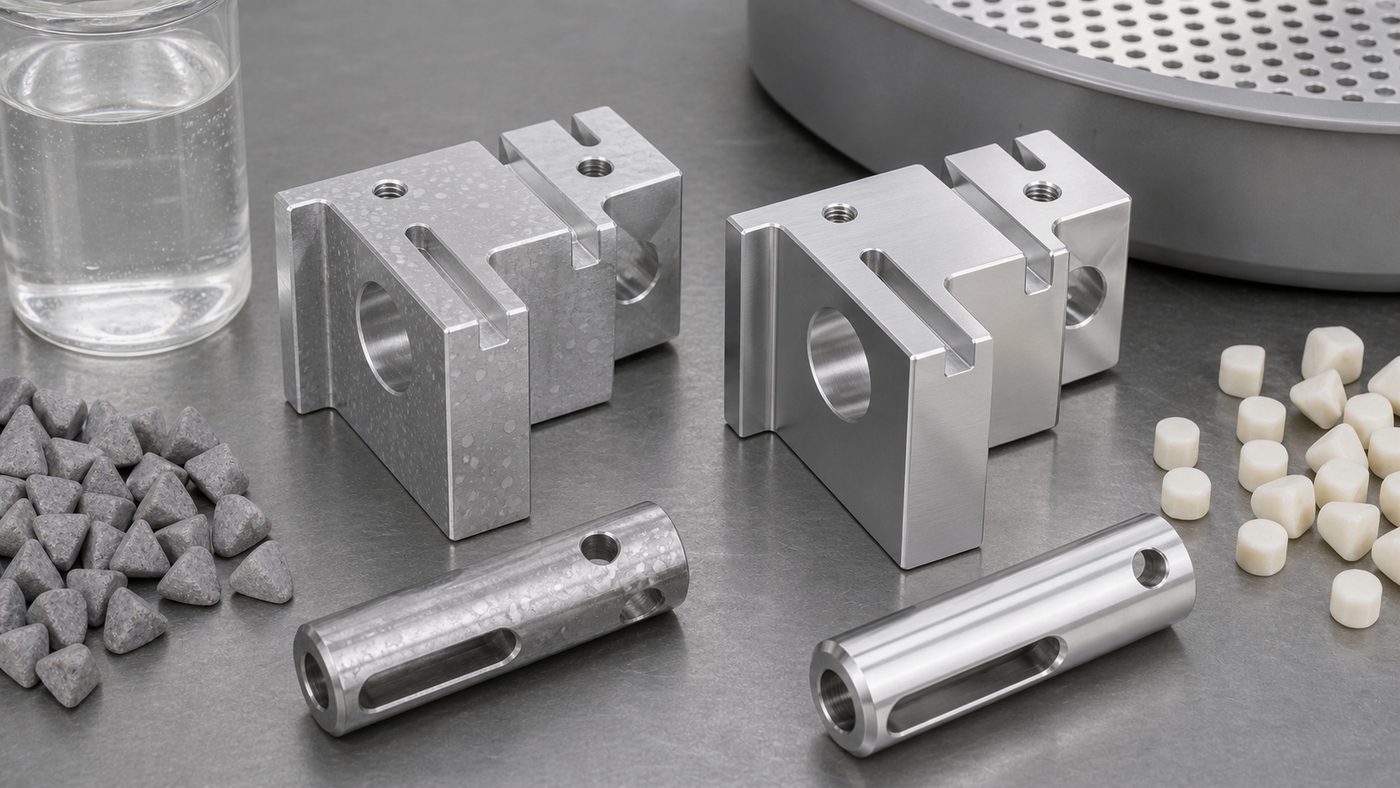
Medienstau tritt üblicherweise auf, wenn Medien zwar in ein Feature gelangen, aber während des Bearbeitungsprozesses nicht ohne Weiteres wieder austreten können. Dies ist häufig bei CNC-gefrästen Teilen, Druckgussteilen, bearbeiteten Aluminiumteilen, Edelstahlkomponenten, Zinklegierungsteilen und kleinen Präzisionsbauteilen der Fall.
Geometrie-Fehlanpassung
Wenn die Größe des Schleifmittels zu nah an der Bohrung, dem Schlitz, der Nut oder der Gewindesteigung liegt, kann es sich bei Vibrationen oder beim Taumeln im Werkstück verkeilen.
Falsche Medienform
Dreiecke, Kegel, Zylinder, Kugeln und schräg zugeschnittene Medien verhalten sich unterschiedlich. Eine Form, die auf offenen Oberflächen gut funktioniert, kann sich in Sacklöchern festsetzen.
Übermäßige Schneidwirkung
Stärkere Schneidmedien können aggressiver in Kanten und Vertiefungen eindringen, insbesondere wenn das Werkstück scharfe Übergänge oder tiefe Taschen aufweist.
Schlechte Trennung
Selbst wenn sich das Filtermaterial während der Verarbeitung nicht festsetzt, kann es in Hohlräumen verbleiben, wenn der Entlade-, Spül- oder Siebvorgang nicht gut ausgelegt ist.
Beginnen Sie mit der Teilegeometrie, nicht mit der Maschine.
Bevor Sie sich für ein/e entscheiden
Vibrationspoliermaschine
Bei der Bearbeitung mit anderen Gleitschleifmaschinen sollten die Werkstückmerkmale überprüft werden, in denen sich Schleifmittel festsetzen könnten. Die wichtigsten Maße sind Bohrungsdurchmesser, Schlitzbreite, Nuttiefe, Gewindegröße, Sacklochtiefe und Öffnungsrichtung.
Eine einfache Regel lautet: Vermeiden Sie Materialien, die in eine Öffnung gelangen und sich dort verhaken können. Beispielsweise kann ein Material, das etwas kleiner als eine Öffnung ist, zwar leicht hineingelangen, lässt sich aber nach Vibrationen nur schwer wieder entfernen, insbesondere wenn die Öffnung tief oder mit einem Gewinde versehen ist.
Medienauswahlleitfaden zur Prävention im Gastgewerbe
Teilemerkmale
Gemeinsames Risiko
Bessere Medienauswahl
Prozessnotiz
Kleine Durchgangslöcher
Medien dringen ein und verstopfen das Loch
Verwenden Sie ein Medium, das größer als das Loch ist, oder ein viel kleineres, falls es frei hindurchpasst.
Vermeiden Sie Mediengrößen, die nahe am Lochdurchmesser liegen.
Blindlöcher
Medienvertreter gelangen hinein, können aber nicht mehr hinaus.
Erwägen Sie abgerundete oder nicht keilförmige Formen
Nach der Fertigstellung kann ein Abspülen und Abblasen mit Druckluft erforderlich sein.
Schmale Schlitze
Schräg geschnittene Medienkeile in den Schlitz
Verwenden Sie rundere Formen oder passen Sie die Mediengröße an.
Überprüfen Sie vor der Produktion die Schlitzbreite und -tiefe.
Threads
Medien verriegeln sich im Gewindesteigung
Verwenden Sie kleinere, glatte Medien oder vermeiden Sie aggressive, kantige Formen.
Schützen Sie kritische Gewinde, wenn enge Toleranzen erforderlich sind.
Komplexe Druckgussteile
Medien verbleiben in Rippen, Taschen oder Körperhöhlen
Prüfen
Kunststoffmedien
oder ausgewählte Keramikformen
Die Trennung der Designprozesse sollte von Anfang an erfolgen, nicht erst im Nachhinein.
Keramisches oder Kunststoffmedium?
Keramische Medien
Wird häufig zum Entgraten, Kantenbrechen und Oberflächenglätten eingesetzt. Es ist langlebig und effektiv, jedoch können sich manche Formen in Löchern oder Schlitzen festsetzen, wenn die Größe nicht sorgfältig gewählt wird.
Kunststoffmedien
Kunststoffmedien sind in der Regel leichter und eignen sich besser für weichere Metalle, Aluminiumteile, Zinkdruckgussteile und Teile, bei denen die Stoßbelastung minimiert werden muss. Bei Teilen mit empfindlichen Kanten oder dekorativen Oberflächen können Kunststoffmedien Beschädigungen durch gegenseitige Beschädigung reduzieren und zu einer kontrollierteren Oberflächengüte beitragen.
Die optimale Wahl hängt vom Material, der Gratgröße, der Zieloberfläche und der Teilegeometrie ab. Bei Teilen mit vielen Bohrungen und Vertiefungen sind Form und Größe des Schleifmittels oft wichtiger als die einfache Wahl zwischen Keramik und Kunststoff.
Auch die Maschinenbewegung ist wichtig.
Verschiedene Maschinen bewegen Teile und Medien auf unterschiedliche Weise. Eine Standard-Vibrationsschüssel ist für viele Chargen effizient, während
Badewannenvibratoren
werden häufig für längere oder größere Bauteile verwendet.
Fassveredelungsmaschinen
Für eine schonendere Walzbewegung können sie nützlich sein, während Zentrifugalsysteme die Zykluszeit für geeignete Teile verkürzen können.
Bei wiederholtem Ablagern sollte nicht nur das Medium gewechselt werden. Überprüfen Sie den gesamten Prozess: Maschinenbeladungsgrad, Wasserstand, Konzentration der Substanz, Verhältnis von Komponente zu Medium, Zykluszeit und Trennverfahren.
Verwenden Sie die Mischung und den Wasserfluss korrekt.
Oberflächenbehandlungen
Sie tragen zur Oberflächenreinigung bei, verhindern Schaumbildung, halten entfernte Partikel in der Schwebe und verbessern den Medientransport. Unzureichende Schmierung kann die Reibung erhöhen und dazu führen, dass sich die Medien leichter in Bauteilvertiefungen verhaken.
Beim Nasspolieren ist ein optimales Verhältnis von Wasser und Polierpaste für eine gleichmäßige Walzbewegung wichtig. Zu wenig Flüssigkeit kann die Poliermasse zu trocken und aggressiv machen. Zu viel Flüssigkeit kann die Polierleistung verringern und die Bewegung der Poliermittel beeinträchtigen. Der optimale Bereich hängt von der Maschine, den Poliermitteln und der Teilebeladung ab. Daher empfiehlt sich vor der Produktion eine Stichprobenprüfung.
Häufige Fehler, die es zu vermeiden gilt
Die Auswahl des Schneidmaterials erfolgt ausschließlich nach Schnittfestigkeit, ohne die Abmessungen von Loch und Schlitz zu überprüfen.
Verwendung eines einheitlichen Medienformats für jedes Bauteil in der Fabrik.
Längere Zykluszeiten in Kauf nehmen, um ein Problem zu lösen, das eigentlich durch eine falsche Mediengröße verursacht wird.
Entladen und Trennen werden erst nach der Festlegung des Prozesses berücksichtigt.
Die Verwendung aggressiver Reinigungsmittel an empfindlichen Gewindeteilen oder präzisionsgefertigten Teilen ohne vorherige Prüfung.
Vergessen zu prüfen, ob sich die Filtermedien durch Spülen, Sieben, Abblasen mit Druckluft oder manuelle Inspektion entfernen lassen.
Empfohlenes Testverfahren
Bei Bauteilen mit Bohrungen, Schlitzen, Gewinden oder Hohlräumen empfiehlt es sich, vor der Serienproduktion verschiedene Schleifmittel zu testen. Ein praktischer Test sollte das Oberflächenergebnis, die Gratentfernung, die Oberflächenrauheit, die Materialansammlung, die Trennleistung und die Gesamtzykluszeit vergleichen.
Testtipp:
Beurteilen Sie den Prozess nicht allein nach dem Aussehen der Oberfläche. Überprüfen Sie nach der Prüfung jede Bohrung, jeden Schlitz, jedes Gewinde und jede Sackgasse. Ein Prozess, der zwar eine gute Oberfläche liefert, aber einen hohen manuellen Materialabtrag erfordert, ist in der Regel nicht stabil genug für die Serienfertigung.
Verwandte Lösungen
Wenn Sie einen Prozess zur Massenbearbeitung entwickeln oder verbessern, können Ihnen diese Seiten beim Vergleich geeigneter Geräte und Verbrauchsmaterialien helfen:
Vibrationspoliermaschine
Keramische Medien
Kunststoffmedien
Polierpasten
Oberflächenbehandlungen
Benötigen Sie Hilfe bei der Auswahl der Medien für komplexe Bauteile?
Wenn Ihre Teile Bohrungen, Schlitze, Nuten, Gewinde oder Sacklöcher aufweisen, senden Sie uns bitte die Materialangaben, Abmessungen, den aktuellen Oberflächenzustand, eventuelle Grate und die gewünschte Oberflächengüte. Unser Team für Oberflächenbearbeitung berät Sie gerne hinsichtlich der geeigneten Maschine, der Form des Schleifmittels, der Polierpaste und des Prüfverfahrens.
Kontaktieren Sie JINTAIJIN, um Ihr Veredelungsverfahren zu besprechen.











 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt 









 +86-592-2381506
+86-592-2381506 